In order to ensure the stability of product quality during mass production, the parts quality control plan mainly includes the following points:
Precision control of machine tools for induction hardening
Due to the use of scanning technology for induction hardening along teeth groove (by tooth or every other tooth), there are high requirements for the precision of the machine tool in the process.
Currently, the main method is to use a guide mechanism with adjustable position between the inductor and the machine tool for precise positioning. This mechanism, together with the floating device of the machine tool, can make up for the partial insufficient precision of the machine tool movement and complete the requirement for precision control of the gap between the inductor and the part in the process.
In production, it is necessary to regularly measure the precision of the machine tool, and special attention should be paid to the supporting table that bears the rotary load on the machine tool. We recommend measuring the circular runout of the gear ring using a dial gauge at least once per shift and checking whether the cross float device of the machine tool operates/alarm normally.
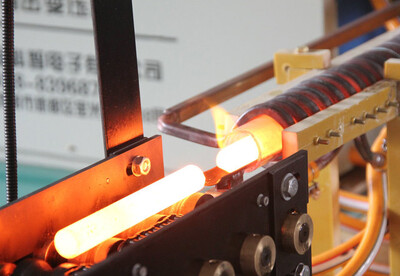
Inductor control for induction hardening
The quality of gear ring induction hardening in wind turbine gearbox depends largely on the design quality of the inductor. A well-designed inductor has high efficiency in heating the part, rational distribution of power on the entire tooth groove surface, long service life and low probability of abnormality occurrence.
Using an inductor that does not meet the above characteristics will increase the quality control risk of induction hardening process and reduce the yield rate, thus indirectly increasing product cost. Therefore, the design quality control of the inductor is particularly important in the entire induction hardening quality control system.
When using induction hardening to treat internal gear parts, the inductor used must have a magnetic guide. If the inductor needs to be reshaped during process test, different methods should be used depending on the type of magnetic guide: the silicon steel sheet structure should be phosphatized again after reshaping to prevent conductivity or breakdown between silicon steel sheets, while the ferrite structure should pay attention to the processing force to prevent the fragile fracture of powder metallurgy forming.
On the other hand, the inductor is affected by the quenching liquid, the heating effect generated by its own electrical conduction, and the high-temperature part thermal radiation during production and use process, all of which may cause various abnormal conditions and affect the distribution of surface current, thereby causing deviations between the depth of the hardened layer and the quenching structure and the results obtained by the new inductor. Therefore, full-process tracking and monitoring of the status of the inductor during production are very important in the quality control system.
We recommend establishing a special ledger for each inductor to track its deformation status, test results, reshaping/repairing process, etc. For inductors that are approaching or exceeding the normal service life, it is recommended to increase the frequency of testing or directly scrap them after comprehensive consideration of various costs.
Parameter control of water-based quenching liquid for induction hardening
Currently, PAG water-based quenching liquid is used for induction hardening. PAG quenching liquid is a water-soluble quenching medium obtained by mixing polyalene glycol (Polyalene glycol) polymer with composite additives that can obtain other auxiliary properties and dissolving it in water.
During use, there are two main types of changes that may occur in the quenching liquid: one is the change in its cooling performance, and the other is the change in its rust prevention and corrosion resistance performance.
When monitoring the cooling performance of PAG quenching liquid, since the proportion of its PAG component in all solutes and the proportion of effective PAG polymer in all PAG polymers will continuously decrease during production, methods such as refractometer concentration method, viscosity measurement method, real concentration measurement method, etc. must not be relied upon solely for control. Regular use of a cooling characteristic testing instrument for testing and controlling the concentration with the obtained cooling characteristic curve is also necessary.
Under allowable cost conditions, we recommend thoroughly replacing the induction hardening liquid every month to prevent batch quality accidents caused by aging of the quenching liquid.
Part status control for induction hardening
As induction hardening heats parts using induction current, the sensitivity of the induction current distribution on the surface of the workpiece is very high. Therefore, the requirements for the surface condition of the workpiece in induction hardening are higher than other heat treatment methods.
For internal gear rings with determined tooth profiles, the focus in production is mainly on the effect of the tip effect of the induction current on them. Generally, the surface of the workpiece is required to have no more than 20 wire steps, debris lumps, iron filings, etc., and the chamfers should have smooth transitions.
Matching of power and frequency of induction heating power supply
The frequency of the high-frequency current provided by the power supply determines the depth of the hardened layer. Under identical external conditions, the frequency of the power supply is the most important factor affecting the layer depth. Moreover, the size of the workpiece and the scanning speed should be matched with the power of the equipment, otherwise temperature differences may occur during heating, resulting in unqualified hardness.
 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  th
th  vi
vi  pl
pl 

































 Call us on:
Call us on:  Email Us:
Email Us:  NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China
NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China